Need custom copper or aluminum busbars for EV batteries, energy storage systems, power distribution, or industrial electrical equipment? Our team provides insulated, flexible, laminated, plated, and bare busbar solutions with design support, testing guidance, and reliable manufacturing for projects in the USA and Europe.
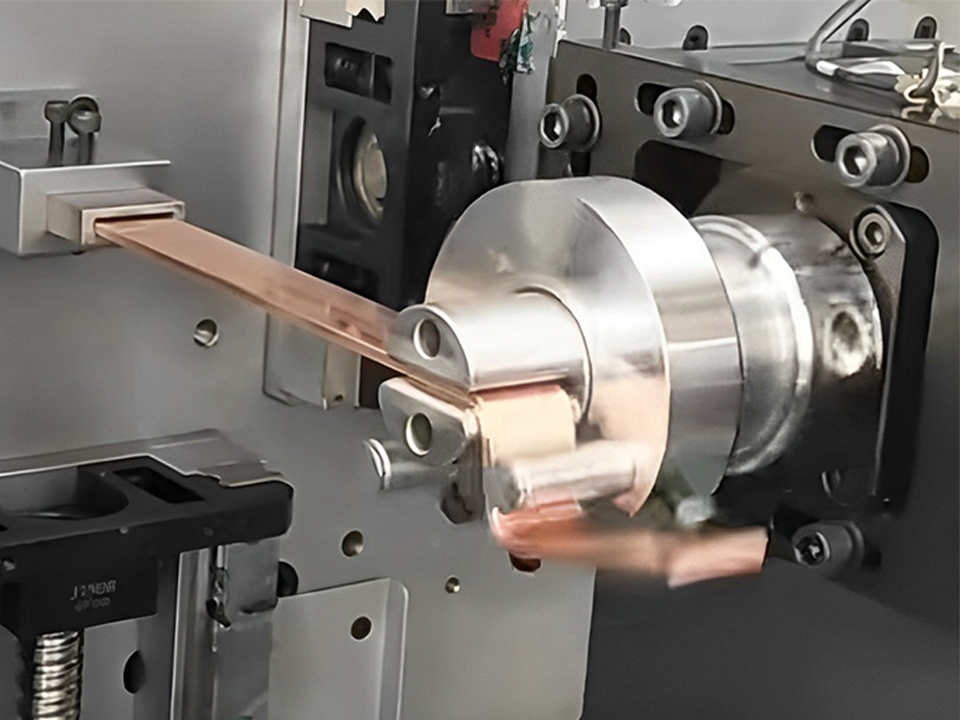
Copper busbar bending is a key process in the manufacture of power equipment; its accuracy directly affects the safety of equipment and conductivity. This article combines industry standards and experimental data to systematically analyze the copper bending pre-treatment, mechanical calculations, tool selection, and other 10 technical points and reveal the direction of process optimization through parameter comparison.
1. Pretreatment and material
Dimensional error control Copper busbar bending before the need to accurately measure the length, width, and thickness, the permissible error ≤ 0.5mm (power equipment scenes), overshooting may lead to poor contact or local overheating.
surface treatment process Ultrasonic cleaning with a neutral cleaning agent can remove oil, and sandpaper (400 mesh or more) can polish the oxide layer and reduce the risk of bending cracks. Brass (yield strength 280 MPa) is easier to bend than pure copper busbar; you need to adjust the pressure according to the material.
2. Bending force and tool selection
Pressure parameter calculation A thickness of 3mm copper rows needs 4.5-7.5 tons of pressure; thickness and pressure are positively correlated (formula: pressure = thickness × 1.5-2.5 MPa).
Mold selection criteria
Copper busbar thickness
Mold hardness (HRC)
Recommended materials
≤5mm
50-55
Alloy tool steel
>5mm
55-60
High speed steel
Advantages of CNC equipment CNC bending machine programming error ≤ 0.1 °; the efficiency is 3 times higher than manual; the scrap rate is reduced by 40% (the case of an auto parts manufacturer).
3. Process parameters and quality control
Inner and outer fillet ratio The radius of inner fillet should be 1.5-2 times of the thickness of the busbar(Example: R15-R20 is recommended for 10mm thick copper busbar) to avoid cracking of outer fillet.
Unfolding length calculation Formula: Unfolding length = sum of linear dimensions + n×π×(R inside + R outside)/2 (n is the number of bending), 45°beveled angle should be corrected by superimposing the collinear theorem.
Current Density Selection
Current Range
Allowable Current Density (A/mm²)
≤200A
3-4
200-500A
2-3
>1000A
0.8-1.2
4. Defect Prevention, Control and Detection
Surface defect determination ( Crack length >1mm or broken plating needs to be reworked; microscope inspection can identify micron-level damage.
Safety protection specification Operators need to wear cut-resistant gloves (EN388 standard) and goggles (ANSI Z87.1 certification), and hydraulic equipment needs to be equipped with an emergency stop device.
Conclusion
Copper busbar bending needs to integrate material science, mechanical calculations, and precision manufacturing technology. Through the optimization of pre-processing, the application of CNC equipment, and data-based parameter control, it can significantly improve the finished product qualification rate.